-
Manifold design and fabrication
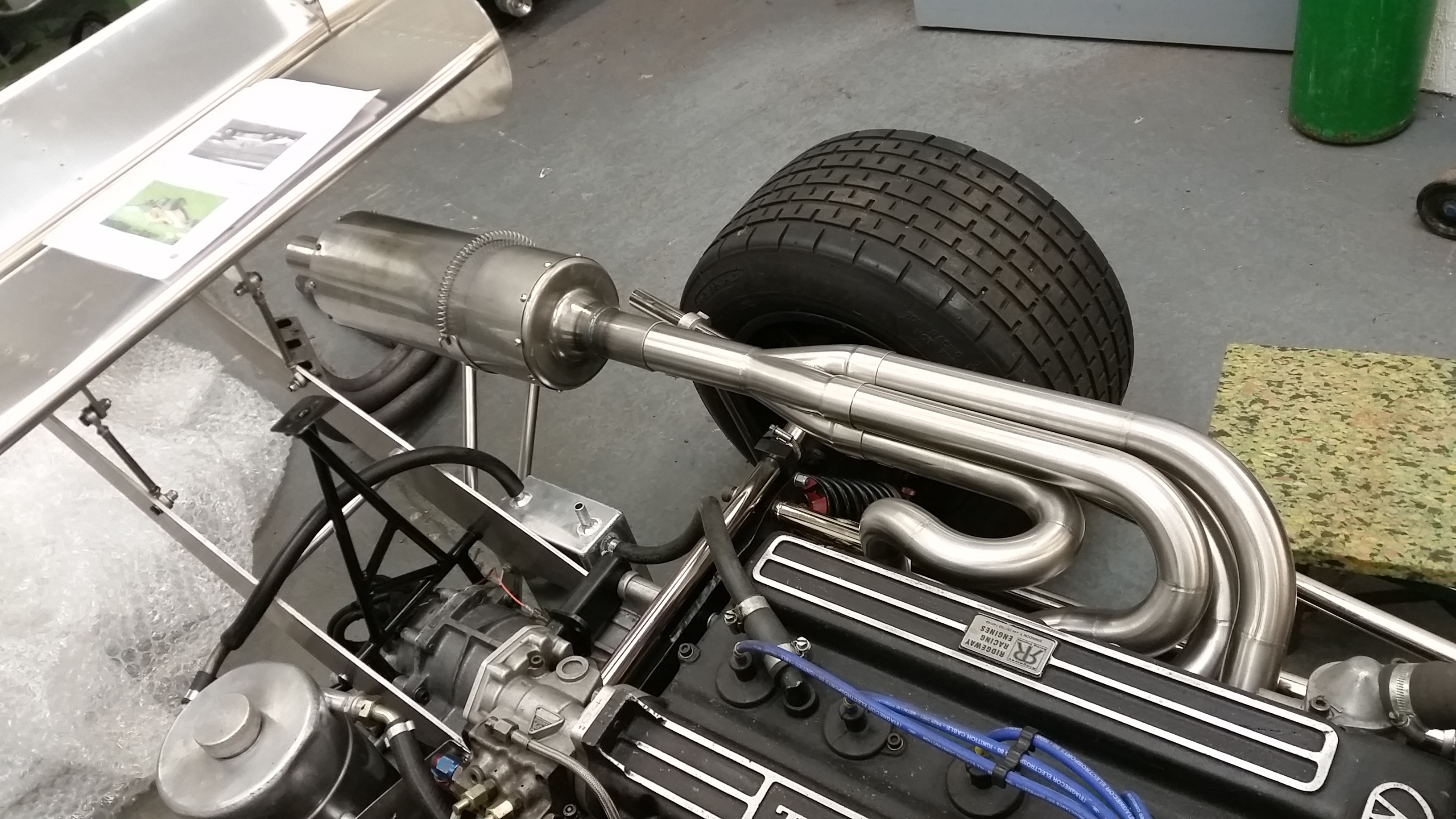
BTB has 30 years experience of the design and fabrication of exhaust manifolds that improve the power and efficiency of the engines they are attached to. The first step in designing an exhaust manifold is to establish the lengths and diameters for the pipes that make up the manifold (or header).
Usually the engine supplier will have a detailed specification that has been optimised for that type of engine. The lengths and diameters are a function of the cam timing, cylinder capacity and engine speed, and from this information BTB can calculate a base length, and, if necessary, build an adjustable manifold for testing. Even more specific tuning can be done with expansion steps and/or changing the way the pipes are linked together, which can significantly alter the power delivery characteristics to suit a particular circuit for example. Turbo manifolds have their own exacting demands, and BTB are pleased to advise on important details such as the correct positioning of branched pipes for wastegates.
Once the specification has been established BTB can start fabricating. Traditionally this is done on the actual car or a physical mock-up, and 50 % of bespoke manifolds that BTB make are still done in this way. The other half are designed using 3D CAD, either from digital models supplied by the customer, or by measuring samples using a coordinate measuring machine. BTB have their own FARO portable CMM which can be used for converting physical parts into digital data. Even if the traditional method is used, prototypes can be accurately measured using the FARO to ensure that even the most complicated manifold still has equal lengths, matching the requirements of the customer. This also means that a digital record is kept to make repeat batches more consistent, ensuring a perfect fit every time.
Finally, to assist with accurate calibration of engine mapping, BTB can add a range of sensor bosses to monitor emissions, exhaust gas temperature and pressure as required.
Material choices
The majority of the exhausts that BTB make use stainless steel, typically this is 304 grade which offers a good compromise between cost, ease of manufacture and longevity. 304 is a non magnetic grade and is widely used for exhaust systems. 304 is easily sourced in tubular form in a good range of sizes and BTB have tooling to bend it on their computer controlled mandrel bender. 304 does have limitations when subjected to extreme temperatures and/or if an especially lightweight exhaust is desired. In these instances either 321 stainless (which is alloyed with titanium for greater heat resistance) or Nickel alloy 625 (usually referred to by the trade name “Inconel”) can be used. It is a common misconception that “Inconel” is lighter than stainless, in fact it is slightly denser due to a greater Nickel content, but it can be used in thicknesses as thin as 0.5mm, thereby reducing the mass of the exhaust. Inconel is commonly specified for manifolds due to a greater ability to withstand extreme temperatures, and is therefore particularly suited for turbo manifolds for this reason.

Generally the more exotic the materials used the higher the cost of the exhaust, because, not only are these materials more expensive, they are also more difficult to work with, being harder to cut and requiring more time consuming welding techniques.
The benefit, as well as providing a lighter exhaust, is that they also can provide greater durability and therefore can potentially save cost in the long run.
Even greater weight savings can be made by using titanium. BTB tend to recommend titanium for the cold end of the exhaust system, i.e. from the exit of the manifold back.
As well as it’s very low density (56% that of 304 Stainless Steel), it also has a very low thermal expansion rate, so is ideal for systems with tight packaging constraints.
All of the more exotic metals (especially in thinner gauges) are only available in sheet form, rather than ready made tube. BTB can roll and weld sheet metal to form tubes which can then be bent to the required angles from which the exhaust can then be fabricated. BTB are always happy to advise on the advantages and disadvantages of all the various materials that are available.
Thermal management
With ever tighter packaging constraints and increasing exhaust gas temperatures, thermal management of the engine environment is critical. BTB uses and recommends Zircotec ceramic thermal barrier coating for manifolds and other hot end exhaust parts. Other methods include Darchem insulated jacketing, which can be formed around the exhaust assemblies. With increased insulation, care should be taken to specify the correct materials for the exhaust to be fabricated from, because the elevated temperatures can lead to premature failure of lesser grades of steel and stainless alloys.
Silencer design and fabrication
The design of silencers for competition vehicles is becoming increasingly complex, with greater regulatory pressure to reduce noise and a competitive desire to maintain performance. Once it was enough to just fit a simple absorption type silencer (muffler) to the tailpipe to meet circuit noise regulations. Now your car has to pass both a static and a drive by noise test, which can have conflicting requirements. For example some cars can produce a lot of low frequency resonance when stationary, which is not present when the car is under load on the track. BTB uses software to analyse the spectra of frequencies that are made by the car which helps them to identify the best way of attenuating the dominant tones. Higher frequencies are best tackled with conventional absorptive elements, such as perforated tube and fibre packing, whereas lower frequencies tend to need expansion chambers that resonate at half the wavelength to cancel out the sound at source. For trackday operators BTB have designed robust exhaust systems that enable easy repacking so that the cars noise can be maintained at the optimum level without costly replacement of OE exhaust components.
Follow BTB Exhausts on @BTBExhausts and LinkedIn or Subscribe to our newsletter.
Read more about our Motorsport Exhaust Systems or Download our Brochure.
- T +44 (0) 1327 261797
- E sales@btbexhausts.co.uk